13595163131
18184107076
您好!歡迎來到貴州志恒金屬制造有限公司【官網(wǎng)】!-貴州熱鍍鋅廠家 貴陽熱鍍鋅 貴州電力金具生產(chǎn) 貴陽路燈桿監(jiān)控桿 貴陽熱鍍鋅路燈桿 貴陽熱鍍鋅橫梁架

13595163131
18184107076

貴州志恒金屬制造有限公司【官網(wǎng)】
聯(lián)系人:譚總
手 機:13595163131
電 話:18184107076
郵 箱:1346974683@qq.com
網(wǎng) 址:kmjnfn.cn
地 址:貴州省貴安新區(qū)黨武鄉(xiāng)下壩村苗蚊場
產(chǎn)品生產(chǎn)流程
生產(chǎn)工序技術(shù)要求及檢驗標準
一、非標制造工藝流程

1、引用以下標準:
表1-5
序號 | 標準號 | 標 準 名 稱 |
1 | GB7701 | 低碳鋼熱軋圓盤條 |
2 | GB11345 | 鋼焊縫手工超聲波探傷方法和探傷結(jié)果分析 |
3 | GB50205 | 鋼結(jié)構(gòu)工程施工及驗收規(guī)程 |
4 | GB1300-1977 | 焊接用鋼絲 |
5 | GB5313-85 | 厚度方向性能鋼板 |
6 | GB/T986-1988 | 埋弧焊焊縫坡口的基本形式與尺寸 |
7 | GB/T5117-1995 | 碳鋼焊條 |
8 | GB/T5118-1995 | 低合金鋼焊條 |
9 | GB/T5239-1995 | 埋弧焊用碳鋼焊絲和焊劑 |
10 | GB/T10045-2001 | 碳鋼藥芯焊絲 |
11 | GB50017-2003 | 鋼結(jié)構(gòu)設(shè)計規(guī)范 |
12 | GB/T700-2006 | 碳素結(jié)構(gòu)鋼 |
13 | GB/T706-2008 | 熱軋型鋼 |
14 | GB/T1591-2008 | 低合金高強度結(jié)構(gòu)鋼 |
15 | GB/T8110-2008 | 氣體保護電弧焊用碳鋼、低合金鋼焊絲 |
16 | GB/T985.1-2008 | 氣焊、焊條電弧焊、氣體保護焊和高能束焊的推薦坡口 |
17 | GB/T985.2-2008 | 埋弧焊的推薦坡口 |
18 | GB/T985.4-2008 | 復合鋼的推薦坡口 |
19 | DLGJ136-1997 | 送電線路鐵塔制圖和構(gòu)造規(guī)定 |
20 | JGJ81-2002 | 建筑鋼結(jié)構(gòu)焊接技術(shù)規(guī)程 |
2、非標機械工藝技術(shù)要求
相關(guān)數(shù)據(jù)執(zhí)行以下:
表1 等邊角鋼的允許偏差
型號(肢寬)mm | 允許偏差 mm | |
邊寬度 b | 邊厚度 d | |
邊寬度≤56 | ± 0.8 | ±0.4 |
>56~90 | ± 1.2 | ± 0.6 |
>90~140 | ±1.8 | ± 0.7 |
>140~200 | ±2.5 | ± 1.0 |
>200 | ±3.5 | ± 1.4 |
表2 熱軋、控軋狀態(tài)變貨鋼材的碳當量
牌號 | 碳當量(CEV)/% | ||
公稱厚度或直徑 ≤63 mm | 公稱厚度或直徑 >63 mm~250mm | 公稱厚度或直徑>250mm | |
Q345 | ≤0.44 | ≤0.47 | ≤0.47 |
Q390 | ≤0.45 | ≤0.48 | ≤0.48 |
Q420 | ≤0.45 | ≤0.48 | ≤0.48 |
Q460 | ≤0.46 | ≤0.49 | - |
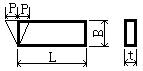
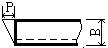
表3 切斷的允許偏差 單位:mm
項次 | 項目 | 允許偏差值 | 示意圖 |
1 | 長度L或?qū)挾菳 | ±2.0 |
|
2 | 切斷面垂直度P | ≤t/8且不大于3.0 | |
3 | 角鋼端部垂直度P | ≤3b/100且不大于3.0 |
|
4 | 鋼管端面垂直度P | D/100 且≤5.0 |
|
5 | 角鋼頂端及邊端剪切拉角 | ≤1.0 |
|
注:表中系按獨立原則給出的允許偏差,當被測要素具有相關(guān),即角鋼或平面形狀為矩形的鋼板在同一平面的兩端,或角鋼在同一端的兩個平面,各自的垂直度偏差數(shù)值雖未超過上表規(guī)定, 但按相關(guān)原則尚需符合下列要求: 對在同一平面的兩端上的偏差符號應(yīng)相反;在同一端的兩個平面上的偏差符號應(yīng)相同。 | |||
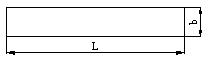
表4 切割的允許偏差 單位:mm
序號 | 項目 | 允許偏差 | 示意圖 | |
1 | 零件基本尺寸 | 長度L | ±3.0 |
|
寬度b | ±2.0 | |||
2 | 圓盤 | D/100 且不大于5.0 |
| |
表5 鋼板切割的端面傾斜允許偏差 單位:mm
序號 | 鋼板厚度 | 允許偏差 P | 示意圖 |
1 | t≤20 | 1.0 |
|
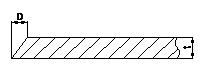
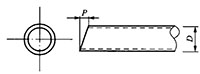
表6 鋼管下料端面斜度允許偏差 單位:mm
序號 | 鋼管外徑D | 允許偏差P | 示意圖 |
1 | D≤95 | 1.0 |
|
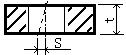
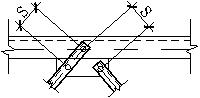
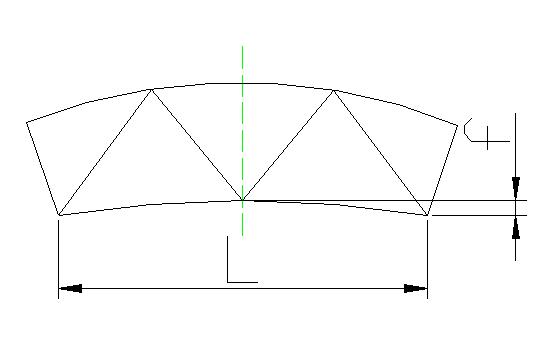
表7 零件制彎的允許偏差 單位:mm
序號 | 項 目 | 允許偏差 | 示 意 圖 | ||
1 | 曲點(線)位移S | 2.0 |
| ||
2 | 制 彎 f | 鋼 板 | 5L/1000 |
| |
接頭角鋼不論肢寬大小 | 1.5L/1000 | ||||
非接頭角鋼 | b≤50 | 7L/1000 | |||
50<b≤100 | 5L/1000 | ||||
100<b≤200 | 3L/1000 | ||||
注1:零件制彎后,角鋼邊厚最薄處不得小于原厚度的70%。 注2:b為角鋼肢寬。 | |||||
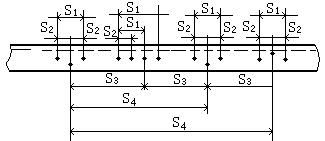
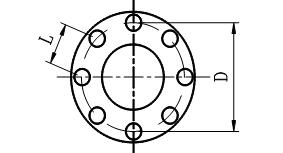
表8 制孔的允許偏差 單位:mm
序號 | 項目 | 允許偏差 | 圖例 | |||||
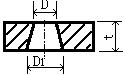
1 | 孔直徑 | 非鍍鋅件 | 直徑D | 0.8 |
| |||
0 | ||||||||
鍍鋅件 | D | +0.5 -0.2 |
| |||||
D1—D | ≤0.12t | |||||||
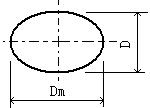
2 | 圓度 Dm—D | ≤1.2 |
| |||||
3 | 孔中心垂直度S | ≤0.03t 且≤2.0 | | |||||
4 | 準距a1-a2 | 多排孔和接頭處 | ±0.7 | | ||||
其它 | ±1.0 | |||||||
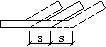
5 | 排間距離s | ±1.0 | ||||||
6 | 同組內(nèi)不相鄰兩孔距離S1 | ±0.7 | | |||||
同組內(nèi)相鄰兩孔距離S2 | ±0.5 | |||||||
相鄰組兩孔距離S3 | ±1.0 | |||||||
不相鄰組兩孔距離S4 | ±1.5 | |||||||
7 | 連接法蘭孔間距離s | ±0.5 |
| |||||
法蘭孔中心直徑D | ±1.0 | |||||||
地腳法蘭孔間距離s | D≤1500 | ±1.0 | ||||||
D>1500 | ±2.0 | |||||||
地腳法蘭孔中心直徑D | ±2.0 | |||||||
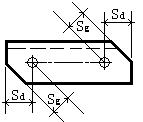
8 | 端邊距 | 端距和邊距Sd | ±1.5 | | ||||
切角邊距Sg | ±1.5 | |||||||
注1:第1、2項偏差不允許同時存在。 注2:沖制孔的位置測量應(yīng)在其小徑所在平面進行。 | ||||||||
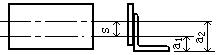
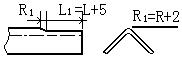
表9 清根、鏟背和開坡口的允許偏差 單位:mm
序號 | 項目 | 允許偏差 | 圖例 | |
1 | 清根 | t≤10 | +0.8 -0.4 |
|
10 | +1.2 -0.4 | |||
t>16 | +2.0 -0.6 | |||
2 | 鏟背 | 長度L1 | ±2.0 |
|
圓弧半徑R1 | +2.0 0 | |||
3 | 開坡口 | 開角 α | ±5° |
|
表10 焊縫質(zhì)量等級及缺陷分級
焊縫質(zhì)量等級 | 一級 | 二級 | |
內(nèi)部缺陷 超聲波探傷 | 評定等級 | Ⅱ | Ⅲ |
檢驗等級 | B級 | B級 | |
探傷比例 | 100% | 20% | |
內(nèi)部缺陷 射線探傷 | 評定等級 | Ⅱ | Ⅲ |
檢驗等級 | AB級 | AB級 | |
探傷比例 | 100% | 20% | |
注:探傷比例的計數(shù)方法應(yīng)按每條焊縫計算百分比,且探傷長度不小于200㎜,當焊縫長度不足200㎜時,應(yīng)對整條焊縫進行探傷。 | |||
表11 焊縫質(zhì)量等級及缺陷分級 單位:mm
項 目 | 允許偏差 | ||||
焊縫質(zhì)量等級 | 一級 | 二級 | 三級 | ||
缺 陷 類 型 | 未焊滿(指不 足設(shè)計要求) | 不允許 | ≤0.2+0.02t且≤1.0 | ≤0.2+0.04t且≤2.0 | |
每10mm焊縫內(nèi)缺陷總長小于或等于25.0 | |||||
根部收縮 | 不允許 | ≤0.2+0.02t且≤1.0 | ≤0.2+0.04t且≤2.0 | ||
長 度 不 限 | |||||
咬邊 | 不允許 | ≤0.05t且≤0.5;連續(xù)長度≤100.0且焊縫兩側(cè)咬邊總長≤10%焊縫全長 | ≤0.1t且≤1.0,長度不限 | ||
裂紋 | 不 允 許 | ||||
弧坑裂紋 | 不 允 許 | 允許存在個別長≤5.0的弧坑裂紋 | |||
電弧擦傷 | 不 允 許 | 允許存在個別電弧擦傷 | |||
飛濺 | 清除干凈 | ||||
接頭不良 | 不允許 | 缺口深度≤0.05t且≤0.5 | 缺口深度≤0.1t且≤1.0 | ||
每1000.0焊縫不得超過1處 | |||||
焊瘤 | 不 允 許 | ||||
表面夾渣 | 不 允 許 | 深≤0.2t 長≤0.5t且≤20.0 | |||
表面氣孔 | 不 允 許 | 每50.0焊縫內(nèi)允許直徑≤0.4t且≤3.0氣孔2個;孔距≥6倍孔徑 | |||
注1: t為連接處較薄的板厚。 注2:此表來自GB 50205-2001。 | |||||
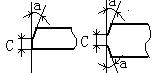
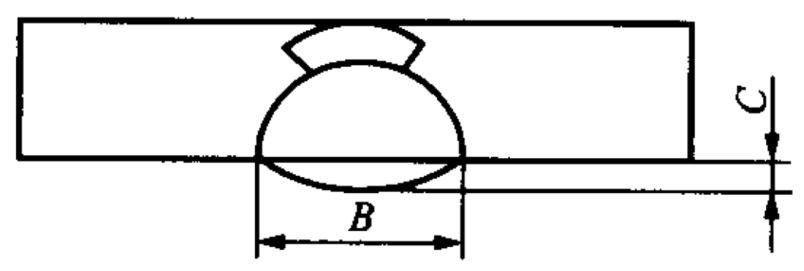
表12 對接焊縫尺寸允許偏差 單位:mm
項目 | 允許偏差 | 圖例 | |
對接焊縫余高C | 一級、二級 | 三級 |
|
B<20:0~3.0 B≥20: 0~4.0 | B<20:0~3.5 B≥20: 0.5~4.0 | ||
對接焊縫錯邊d | d≤0.15t 且≤2.0 |
| |
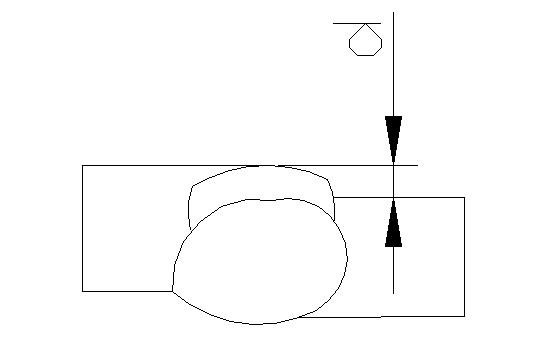
表13 部分焊透組合焊縫和角焊縫外形尺寸允許偏差 單位: mm
序號 | 項目 | 允許偏差 | 圖例 |
1 | 焊腳尺寸hf | hf≤6: 0~1.5 hf>6: 0~3.0 |
|
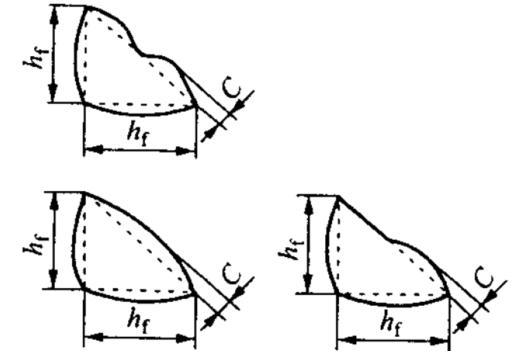
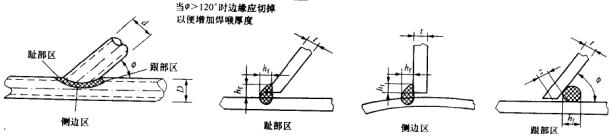
表14 圓管T, K和Y形節(jié)點的角焊縫焊腳尺寸
Φ | 最小焊腳尺寸hf | ||
E=0.7t | E=t | E=1.07t | |
跟部<60° | 1.5t | 1.5t | 取1.5t和1.4t+Z中較大值 |
側(cè)邊≤100° | t | 1.4t | 1.5t |
側(cè)邊100°~110° | 1.1t | 1.6t | 1.75t |
側(cè)邊110°~120° | 1.2t | 1.8t | 2.0t |
趾部>120° | t(切邊) | 1.4t(切邊) | 開坡口60°~90°(焊透) |
示意圖 | |||
| |||
注1:t為薄件厚度,E為角焊縫有效厚度,即焊縫根部至焊縫表面的最小即離,Z為跟部角焊縫未焊透尺寸,Z由工藝評定確定; 注2:根部間隙為Omm-5mm,當根部間隙大于1.6mm時,適當增加hf值; 注3:本表適用d/D≤1/3,Φ≥30°。 | |||
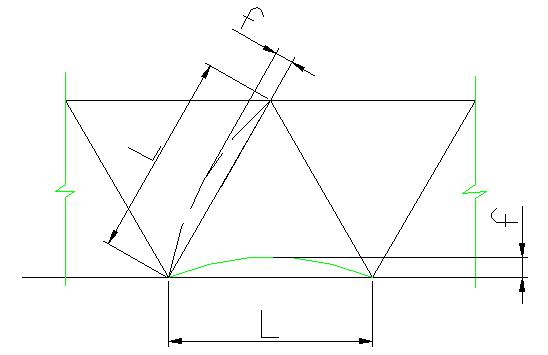
表15 焊縫邊緣直線度偏差 單位:mm
焊 接 方 法 | 焊縫邊緣直線度偏差值f |
埋弧焊 | 4.0 |
手工電弧焊及氣體保護焊 | 3.0 |
表16 焊縫寬度 單位:mm
焊接方法 | 焊縫形式 | 焊縫寬度B | |
Bmin | Bmax | ||
埋弧焊 | I形焊縫 | b+8 | b+28 |
非I形焊縫 | g+4 | g+14 | |
手工電弧焊及氣體保護焊 | I形焊縫 | b+4 | b+8 |
非I形焊縫 | g+4 | g+8 | |
注:表中b值為符合GB/T 985. GB/T 986標準要求的實際裝配值。 | |||
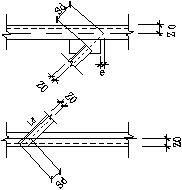
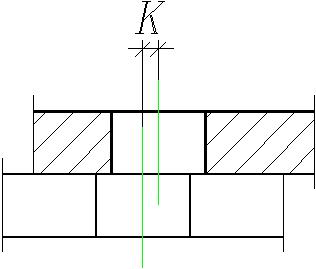
表17 焊接件組裝的允許偏差 單位:mm
序號 | 項 目 | 允許偏差 | 示 意 圖 | ||
1 | 重心Z0 | 主 材 | ±2.0 |
| |
腹 材 | ±2.5 | ||||
2 | 端距Sd | ±3.0 | |||
3 | 無孔接點板位移e | ±3.0 | |||
4 | 跨焊縫的相鄰兩孔間距S | ±1.0 |
| ||
5 | 搭接構(gòu)件同心孔中心相對偏差K | 1.0 |
| ||
6 | 搭接間隙 m | b≤50 | 1.0 |
| |
b>50 | 2.0 | ||||
7 | T接板傾斜距離f | 有孔 | ±2.0 | 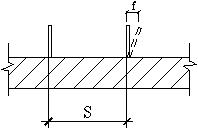 | |
表 18 焊縫質(zhì)量等級及內(nèi)部缺陷分級
焊縫質(zhì)量等級 | 一級 | 二級 | |
內(nèi)部缺陷超聲波探傷 | 評定等級 | II | III |
檢驗等級 | B級 | B級 | |
探傷比例 | 100 | 20 | |
內(nèi)部缺陷射線探傷 | 評定等級 | II | III |
檢驗等級 | AB級 | AB級 | |
探傷比例 | 100 | 20% | |
注1:探傷比例的計算方法應(yīng)按每條焊縫計算百分比,且探傷長度應(yīng)不小于200mm,當焊縫長度不足200mm時,應(yīng)對整條焊縫進行探傷。 注2:*二級焊縫鋼管的環(huán)向?qū)雍缚p及鋼板的拼接焊縫內(nèi)部質(zhì)量應(yīng)施行100%無損探傷。 | |||
表19 焊縫質(zhì)量等級及外觀缺陷分級 單位:mm
項目 | 允許偏差 | ||||||
焊縫質(zhì)量等級 | 一級 | 二級 | 三級 | ||||
外 觀 缺 陷 | 未焊滿(指不足設(shè)計要求) | 不允許 | 1≤0.2+0.02t且≤1.0 | 1≤0.2+0.02t且≤1.0 | |||
每100.0焊縫內(nèi)缺陷總長小于或等于25.0 | |||||||
根部收縮 | 不允許 | ≤0.2+0.02t且≤1.0 | ≤0.2+0.04t且≤2.0 | ||||
長度不限 | |||||||
咬邊 | 不允許 | ≤0.05t且≤0.5;連續(xù)長度 ≤100.0且焊縫兩側(cè)咬邊總長 ≤10%焊縫全長 | ≤O.lt且≤1.0,長度不限 | ||||
裂紋 | 不允許 | ||||||
弧坑裂紋 | 不允許 | ||||||
電弧擦傷 | 不允許 | 允許存在個別電弧擦傷 | |||||
飛濺 | 清除干凈 | ||||||
接頭不良 | 不允許 | 缺口深度≤0.05t且≤0.5 | 缺口深度≤O.lt且≤1.0 | ||||
每1000.0焊縫不得超過1處 | |||||||
焊瘤 | 不允許 | ||||||
表面夾渣 | 不允許 | ||||||
表面氣孔 | 不允許 | ||||||
角焊縫厚度不足 (按設(shè)計焊縫厚度計) | - | ≤0.3+0.05t且≤2.0 每100.0焊縫內(nèi)缺陷總長 ≤25.0 | |||||
注1:除注明角焊縫缺陷外,其余均為對接,角接焊縫通用。 注2:咬邊如經(jīng)磨削修整并平滑過渡,則只按焊縫最小允許厚度值評定。 注3: t為連接處較薄的板厚。 | |||||||
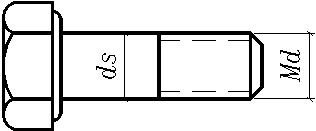
表20 螺栓及螺栓孔的直徑 單位:mm
項 目 | 螺 紋 規(guī) 格 Md | 示 意 圖 | |||||
M16 | M20 | M24 | |||||
螺 栓 | 公稱直徑 d | 16 | 20 | 24 |
| ||
無螺紋 桿部直 徑 ds | 鍍前 | max | 16.2 | 20.3 | 24.3 | ||
min | 15.5 | 19.46 | 23.46 | ||||
鍍后 | max | 16.32 | 20.42 | 24.42 | |||
min | 15.62 | 19.58 | 23.58 | ||||
螺栓孔 | 公稱直徑D | 17.5 | 21.5 | 25.5 | |||
表21 矯正的允許偏差 單位:mm
序號 | 項目 | 允許偏差 | 示意圖 | ||
1 | 角鋼頂端直角90° | ±35' |
| ||
2 | 型鋼及鋼板平面內(nèi)撓曲f | b≤80 | 1.3L/1000 | ||
b>80 | L/1000 | ||||
3 | 焊接構(gòu)件平面內(nèi)撓曲f | 接點間 | 主材 | 1.3L/1000 |
|
腹材 | 1.5L/1000 | ||||
整個平面 | L/1000 |
| |||
表22 成品矯正允許偏差 單位:mm
項 目 | 允許偏差 | |||
焊縫質(zhì)量等級 | 一級 | 二級 | 三級 | |
缺 陷 類 型 | 未焊滿(指不 足設(shè)計要求) | 不允許 | ≤0.2+0.02t且≤1.0 | ≤0.2+0.04t且≤2.0 |
每100.0焊縫內(nèi)缺陷總長小于或等于25.0 | ||||
根部收縮 | 不允許 | ≤0.2+0.02t且≤1.0 | ≤0.2+0.04t且≤2.0 | |
長 度 不 限 | ||||
咬邊 | 不允許 | ≤0.05t且≤0.5;連續(xù)長度≤100.0且焊縫兩側(cè)咬邊總長≤10%焊縫全長 | ≤0.1t且≤1.0,長度不限 | |
裂紋 | 不 允 許 | |||
弧坑裂紋 | 不允許 | 允許存在個別長≤5.0的弧坑裂紋 | ||
電弧擦傷 | 不允許 | 允許存在個別電弧擦傷 | ||
飛濺 | 清除干凈 | |||
接頭不良 | 不允許 | 缺口深度≤0.05t且≤0.5 | 缺口深度≤0.1t且≤1.0 | |
每1000.0焊縫不得超過1處 | ||||
焊瘤 | 不允許 | |||
表面夾渣 | 不允許 | 深≤0.2t 長≤0.5t且≤20.0 | ||
表面氣孔 | 不允許 | 每50.0焊縫內(nèi)允許直徑≤0.4t且≤3.0氣孔2個;孔距≥6倍孔徑 | ||
注1:t為連接處較薄的板厚。 注2:此表來自GB50205—2001。 | ||||
表23 鍍鋅層厚度和鍍鋅層附著量
鍍鋅厚度/㎜ | 最小平均厚度/μm | 最小平均附著量/g/㎡ |
t≥5 | 86 | 610 |
2≤t<5 | 65 | 460 |
二、鍍鋅技術(shù)方法及要求
鍍鋅引用GB/T9793-1997金屬和其他無機覆蓋層熱噴涂鋅、鋁及其合金的標準。
1、熱浸鍍鋅
1)用于熱浸鍍鋅的鋅液主要應(yīng)由熔融鋅液構(gòu)成。熔融鋅中的雜質(zhì)總含量(鐵、錫除外)不超過總質(zhì)量的1.5%。
2)鍍鋅層外觀:鍍鋅層表面連續(xù)、完整,并有實用性光滑,沒有過酸洗、漏鍍、結(jié)瘤、積鋅和銳點等使用上有害的缺陷。
鍍鋅顏色一般呈灰色或暗灰色。
3)鍍鋅層厚度和鍍鋅層附著量按表1-6規(guī)定。
表1-6 鍍鋅層厚度和鍍鋅層附著量
鍍鋅厚度/㎜ | 最小平均厚度/μm | 最小平均附著量/g/㎡ |
t≥5 | 86 | 610 |
2≤t<5 | 65 | 460 |
4)鍍鋅層均勻性:鍍鋅層均勻,作硫酸銅試驗,耐浸蝕次數(shù)不少于4次,且不露鐵。
5)鍍鋅層附著性:鍍鋅層與金屬基體結(jié)合牢固,保證在無外力作用下沒有剝落或起皮現(xiàn)象,經(jīng)落錘試驗鍍鋅層不凸起、不剝離。
6)修復: 修復的總漏鍍面積不超過每個鍍件總表面積的0.5%,每個修復漏鍍面不超過10cm2,若漏鍍面積較大,進行返鍍。
修復的方法采用熱噴涂鋅或者涂富鋅涂層進行修復,修復層的厚度比鍍鋅層要求的最小厚度厚30μm以上。
7)鋼管在鍍鋅后的外徑?jīng)]有負偏差。無縫鋼管外徑允許偏差±1%,壁厚應(yīng)沿鋼管縱向三等分取三個圓周面,每個圓周面90度測一點,滿足以下要求:
⑴三個斷面(共十二個點)平均壁厚沒有負偏差;
⑵每個圓周面(四個點)的平均允許偏差值-5%;
⑶每個圓周面的單點允許偏差值+12.5%。
鍍鋅工藝流程
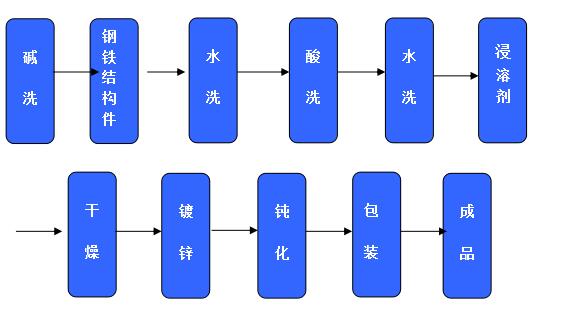
我公司熱鍍鋅裝置采用中國有色金屬研究院設(shè)計的先進生產(chǎn)線。熱鍋編號01#,注冊編號11205227302004120619,型號:LSG.17—0.08—A3。發(fā)證機關(guān):貴州省質(zhì)監(jiān)總局鍋爐研究所,發(fā)證日期:2006年—2010年,采用電加熱電腦控制鋅鍋溫度,并配備噴丸除銹機、鋅液離心機等設(shè)備,并對輔助工藝進行分析,確保熱鍍質(zhì)量。
鋅液成分及工藝條件
鋅Zn >98.5%(0—1號鋅錠)
鋁Al 0.05—0.3%
鐵Fe <0.06%
鉛Pb <0.3%
溫度 450OC±10 OC
服務(wù)熱線:
13595163131
18184107076
】")
【微信公眾號】
 備案號:黔ICP備2022008477號-1 Powered by 馳通集團 即時通管理 后臺登錄
備案號:黔ICP備2022008477號-1 Powered by 馳通集團 即時通管理 后臺登錄